|
|
|
 |
|
Models
produced by one of the RAPID PROTOTYPING
methods can often be used as patterns in the RPM process,
greatly reducing lead times. However, discuss details
with the foundry before proceeding. |
|
|
|
 |
|
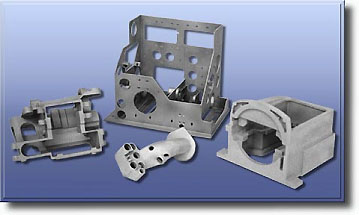
As
seen in this photo CASTING SIZE
is only limited by overall mold size, casting weight and
number of cores. Sizes such as 36" x 6" x 6", 32" x 20"
x 2" and 24" x 20" x 6" are all well within the capabilities
of the process. |
|
|
|
 |
|
Heat
transfer is accomplished more efficiently when HEAT
SINKS are cast integrally rather than brazed or
mechanically attached to an assembly. Conventional fins
or "pin type" can be easily accomplished. |
|
|
|
 |
|
Smooth
surface finish, reproduction of detail, lack of visual
defects and straightness are critical in the manufacture
of BEZELS and PANELS. |
|
|
|
 |
|
RPM
is particularly suitable for intricate designs that require
MULTIPLE CORING. Secondary
machining costs can be greatly reduced and even eliminated. |
|
|
|
 |
|
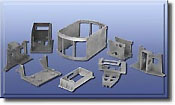
Draft-free,
THIN WALL HOUSINGS, often incorporating P.C. card
guides are ideally suited for RPM offering cost advantages
over other processes. |
|
|
|
 |
|
Most
common characteristics of castings built by ALJ for the
MILITARY/AEROSPACE industries
are high strength, as well as radiographic proven integrity. |
|
|
|
 |
|
A.
L. Johnson has a long and successful history of producing
air vent LOUVERS and IMPELLERS
for the aircraft and aerospace industries. |
|
|
|
 |
|
INTRICATE
PARTS that are difficult and often impossible to
machine are quickly and inexpensively cast from low cost
tooling that has a limitless life. |
|
|
|
 |
|
RPM
is capable of producing HOUSINGS
and CHASSIS with a combination of draft-free, thin
walls, small fillets, heat sinks, card guide slots, "O"
ring grooves, smooth surfaces and legible cast lettering. |
|
|
|